In this example, QRO methodology was leveraged to optimize CMLs for a piping circuit subject to general degradation. Before applying the QRO model, the piping circuit had 27 CMLs. Data routinely collected for the piping circuit over the past couple decades shows a spread in thickness values and variability in degradation. The data collected validated the corrosion model that was generated.
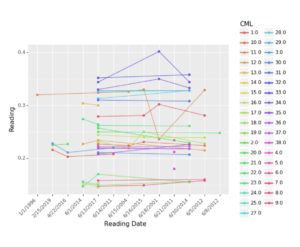
Figure 1 – Historical thickness data for piping circuit
Leveraging QRO, a lifetime variability curve was ran on every CML to project future thickness. This is a stochastic, or uncertainty-based projection. As shown in Figure 2, at a certain point in time, when the next inspection is due, there is a range of various thicknesses for every CML. Some are higher or lower, either due to starting thickness or due to corrosion rate. And some are going to be wider, which indicates a high degree of variability in the corrosion rate, and therefore, the expected thickness in the future.
Projected Thickness Per CML in 2020
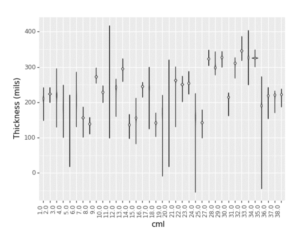
Figure 2 – Projected thickness per CML in 2020
Using a quantitative analytic method, such as that provided in QRO’s lifetime variability curve, the value of inspecting each of these CMLs was assessed. For example, it was discovered that some of the CMLs will provide very little value in the next inspection and are not recommended for monitoring. On the other hand, other CMLs are highly valuable, either due to known degradation or the potential for high degradation. After the analysis, it was found that a 95% confidence level can be statistically achieved by monitoring seven of the original 27 CMLs. Therefore, using this analysis method, highly effective inspections can be performed while also being very targeted with limited inspection resources.
CML Selection
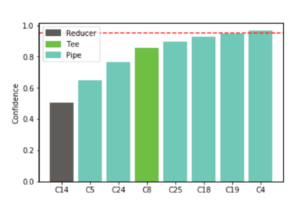
Figure 3 – 7 CMLs provide a 95% confidence level that the low point would be identified
In the next example, QRO methodology was leveraged to optimize CML coverage for a heat exchanger tube bundle with no historical thinning data. This tube bundle had 148 tubes and 44 of the tubes were recently inspected. From those inspections, localized thinning was identified in four tubes. Based on the results of the inspection, a question arose: “What is the confidence level that all tubes with localized thinning were found?”
Upon analysis, there was only a 14% probability that all tubes with localized thinning were found. To achieve a confidence level of at least 90%, 85 tubes need to be inspected. In this case, a higher level of confidence was needed, based on the importance of the asset.
Coverage Requirements to Find All Tubes with Pitting in Future
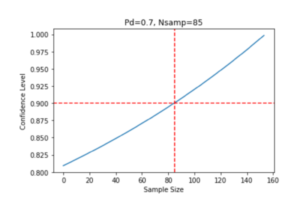
Figure 4 – Inspecting 85 tubes will provide a 90% confidence level
Even though there was not a lot of quantitative data going into the inspection, the initial inspection sample was still able to be optimized and the owner/operator is able to adjust on the fly if additional coverage is needed, based on results of the inspection and the quantitative data that was obtained.
After adequate collection of quantitative data, a statistical analysis leveraging the lifetime variability curves was ran to assess what the expected lowest thickness value is at any point in time. The analysis found the minimal thickness to be 0.078-0.080 inches, with a 95% level of confidence. This information can be used to further optimize future inspections and any maintenance that needs to be performed.
Extreme-Value Analysis to Predict Minimal Thickness in Remaining Population
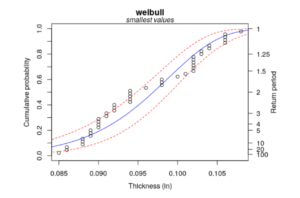
Figure 5 – There is a 95% confidence level that the minimal thickness is 0.078-0.080 inches
The final example highlights how QRO methodology makes it possible to analyze the tradeoffs between increasing inspection intervals and the risks associated with that decision. Should the decision to increase inspection intervals be made, QRO can identify the level of inspection coverage necessary to achieve appropriate levels of confidence in the future inspection.
An overhead accumulator was inspected in 2020, with 10% of the welds examined. Running an API 581 statistical analysis based on the population sampled, there is a 6% chance that cracks are present in other welds that were not inspected. By rerunning the probability (POF) of failure calculation, it is evident that there is a negligible impact on the POF. This means that another cracking inspection will be due sometime in the near future.
Probability of Failure Per Year
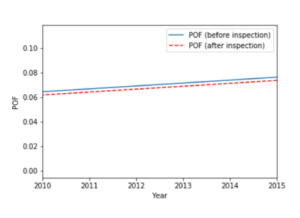
Figure 6 – The inspection provided negligible impact to POF
Going back and looking at the data before the inspection was completed, the analysis can be used to identify the level of inspection coverage needed to achieve a 95% confidence level of identifying existing cracks. To achieve this level of confidence, the analysis found that a 15% area of coverage would have been required for the 2020 inspection.
The analysis can also be used to play “what-if.” What if the 2020 inspection had not been performed? Because POF changes over time, coverage requirements will change as well. With QRO, the owner/operator can run an analysis to see what level of coverage would be required to achieve an adequate amount of coverage if waiting 10 more years to perform the inspection. In this particular case, the analysis found that an inspection pushed to 2030 would require a 90% surface area inspection to achieve the 95% confidence level of identifying cracking. Again, this is a specific example of QRO enabling flexibility between risk level, inspection coverage, and inspection timing.
Future Optimization
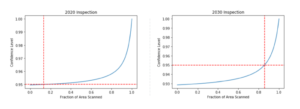
Figure 7 – Inspection coverage required to achieve a 95% confidence level: 2020 vs 2030