Learn how a Canadian refiner implemented an RBI pilot to discover potential plantwide inspection savings and quantify yearly return on investment.
Challenge
A refinery in Canada lacked a standardized pressure vessel inspection program, making it difficult to plan upcoming inspections.
Solution
To decide whether to invest in a plantwide RBI implementation, the facility initiated a quantitative RBI pilot for its crude unit.
Result
When extrapolating results from the pilot, long-term savings associated with a plantwide pressure vessel RBI implementation could reach ~38MM CAD over the course of the next two turnarounds at the site.
The Challenge
A refinery in Canada processes crude and synthetic oil to produce a broad range of products such as gasoline, diesel, jet fuels, butane, propane, heating fuels, and more. This refinery has a Fixed Equipment Asset Strategies (FEAS) program in place to manage the facility’s process piping. However, it lacked a standardized program for developing pressure vessel asset strategies.
This lack of a standardized pressure vessel inspection program made it difficult for the refinery to plan upcoming inspections. Because of these issues, refinery leadership identified the need to expand the Mechanical Integrity program by implementing a program for defining pressure vessel asset strategies. The facility specifically wanted to implement a Risk-Based Inspection (RBI) approach to optimize inspection intervals and methodologies, which will reduce unplanned downtime/ increase availability, focus resources on high priority assets, and optimize inspection costs. However, before moving forward with the pressure vessel program, the organization needed to justify the project by demonstrating the tangible business benefits that would be achieved with a plant-wide pressure vessel implementation (e.g., optimized inspections, effective resource allocation, and cost savings).
Pinnacle's Solution
To help the organization see the potential value of moving forward with a plantwide pressure vessel RBI implementation, Pinnacle facilitated a pilot implementation for the facility’s crude unit. By piloting the project, the organization could carry out the pressure vessel implementation at a small scale to evaluate results and decide whether to move forward with investing in a plantwide implementation.
The crude unit pilot utilized the American Petroleum Institute (API) Recommended Practice (RP) 581 to analyze 63 pressure vessels. This approach focuses resources to more proactively manage risk against a defined risk threshold and optimize inspection costs over the long term. With this method, inspection activities are optimized to focus on high-risk assets, meaning risk is effectively reduced and resources such as time and money are not wasted on low-risk assets. In addition, this approach provides opportunities for more on-stream inspections, which lowers risks and costs associated with entering equipment and helps to remove scope from turnarounds, leading to more savings.
Results
The goal of the crude unit pilot was to test the RBI implementation on a small set of pressure vessels and extrapolate results to reflect the possible results of a plantwide implementation. The pilot findings show that a significant amount of pressure vessels could be deferred from the upcoming crude turnarounds, meaning inspection intervals could be extended and cost savings could be realized.
Forty percent of pressure vessels currently in scope for the 2023 crude unit turnaround could be deferred one turnaround cycle—resulting in 3.3MM CAD in savings. Additionally, twenty-seven percent of pressure vessels could be reassessed and likely deferred a second turnaround cycle—resulting in 2.2MM CAD in savings. The amount of pressure vessels able to be deferred and associated cost savings for two upcoming turnarounds are highlighted in the table below.

1 Based on the extension of existing inspection intervals.
2 Equating to a ~36 person/shift headcount reduction during the first 15 days of the 2023 and 2028 outages.
Short-Term Value of Plantwide Implementation
Based on the results from the crude unit, it was possible to extrapolate how a full-scale plantwide implementation could impact the 2025 turnaround. The extrapolation shows a cost savings of 13.9MM CAD, based on extending existing pressure vessel inspection intervals. The following two tables display assets within the crude that could be deferred for one turnaround cycle and extrapolated plantwide impact.
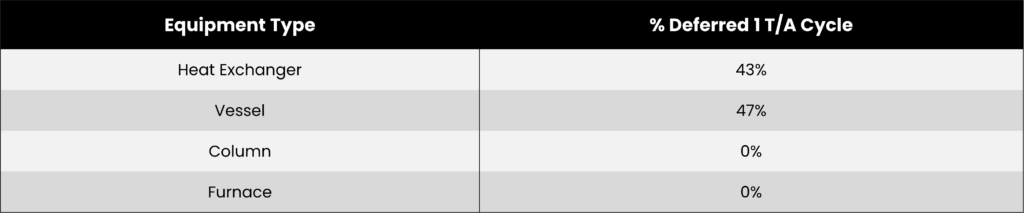

1 Based on the extension of existing inspection intervals.
2 Equating to a ~100 person/shift headcount reduction during the first half of the 2025 outage.
Long-Term Value of Plantwide Implementation
Using results from the crude unit, it was also possible to extrapolate potential long-term savings achievable with a plantwide implementation. Using the plantwide asset count, the team found that a plantwide pressure vessel RBI implementation could deliver savings of ~38MM CAD over the course of the next two turnarounds at the site. Overall savings are based solely on savings associated with inspection costs and internal optimization. Beyond this, the refinery also expects additional savings resulting from a reduction in its overall turnaround planning scope and headcount requirements for future site turnarounds. Savings projections have also been de-rated for conservatism to compensate for differences in risk distribution and non-compliance driven activities. Based on these results, it was determined that a plantwide pressure vessel RBI implementation could achieve a return on investment (ROI) of at least 5.1MM CAD/year perpetually, on average.
Conclusion
By completing a pilot pressure vessel RBI implementation, the organization was able to get a clear picture of the benefits that could be realized through a plantwide implementation. Based on the projections surrounding turnaround scope reduction, optimized inspection intervals, and cost savings, the pilot project successfully demonstrated business justifications for the project. As a result, the organization is moving forward with the plantwide pressure vessel RBI implementation. Once implemented, the refinery will have a complete program to proactively manage mechanical integrity and increase safety while also reducing inspection spend.
With a mature mechanical integrity program in place, the organization will have a solid data foundation so that they can continue to evolve by applying a more quantitative approach, such as Quantitative Reliability Optimization (QRO).
Stay in the know.
Providing data-driven insights, perspectives, and industrial inspiration from the forefront of the reliability transformation.